



Soluciones de Manejo de Fluidos en la Industria Farmacéutica
En la fabricación farmacéutica, la transferencia precisa de fluidos es esencial para asegurar la dosificación y mezcla exactas de los ingredientes. Las bombas, desde las peristálticas hasta las dosificadoras, ofrecen la precisión necesaria para transferir químicos, reactivos y solventes con consistencia y fiabilidad.
Descarga aquí el folleto con todos nuestros productos para el sector farmacéutico: 
BOMBAS PERISTÁLTICAS
 Gama completa de bombas peristálticas Masterflex y B O Y S E R con caudales desde 0,1 μL hasta 43 m3/h.
Gama completa de bombas peristálticas Masterflex y B O Y S E R con caudales desde 0,1 μL hasta 43 m3/h.
Controles que van desde sencillos potenciómetros de ajuste de rpm hasta una pantalla táctil capacitiva TFT/RGB de 127 mm con un ángulo de visión amplio y nítido. Los parámetros se pueden ajustar con un simple toque, incluso con guantes. Múltiples opciones de conectividad: protocolos digitales EtherNet/IP™, Profibus o MasterflexLive® (plataforma en la nube Microsoft Azure FDA 21 CFR Parte 11). Conexión a internet mediante wifi o conector Ethernet (RJ45). Bloque de bomba de cabezal abierto para un apagado del motor sin escobillas sin mantenimiento, control de velocidad con una precisión de ±0,1 % y una relación de reducción de 6000:1. Con su flujo bidireccional y su capacidad de autocebado permiten un funcionamiento suave y uniforme.
Validación y trazabilidad completas. Documentaciós y servicio de calificación de instalación (IQ) y de calificacion de operación (OQ) disponibles.
BOMBAS HIGIÉNICAS DE PISTÓN CIRCUNFERNCIAL, DE DOBLE HUSILLO y LOBULARES
 Bombas de pistón circunferencial, de doble hiusillo y lobulares. Disponibles en diferentes tamaños, fáciles de desinfectar con CIP, SIP manualmente; construcción simple y robusta para un fácil mantenimiento. Se caracterizan por un diseño que garantiza una transferencia suave con bajo cizallamiento, baja pulsación y la capacidad de transferir líquidos con sólidos. Amplia selección de sellos fácilmente intercambiables con caja de engranajes lubricada con aceite sin calzas, lo que elimina el riesgo de contaminación. Estas bombas ofrecen a la industria farmacéutica diversas ventajas, incluyendo el uso de materiales bajos en carbono en combinación con una construcción higiénica, bombeo suave y preciso. Ideales para la producción de pastas, jarabes, extractos, emulsiones y masas.
Bombas de pistón circunferencial, de doble hiusillo y lobulares. Disponibles en diferentes tamaños, fáciles de desinfectar con CIP, SIP manualmente; construcción simple y robusta para un fácil mantenimiento. Se caracterizan por un diseño que garantiza una transferencia suave con bajo cizallamiento, baja pulsación y la capacidad de transferir líquidos con sólidos. Amplia selección de sellos fácilmente intercambiables con caja de engranajes lubricada con aceite sin calzas, lo que elimina el riesgo de contaminación. Estas bombas ofrecen a la industria farmacéutica diversas ventajas, incluyendo el uso de materiales bajos en carbono en combinación con una construcción higiénica, bombeo suave y preciso. Ideales para la producción de pastas, jarabes, extractos, emulsiones y masas.
 BOMBAS CENTRÍFUGAS
BOMBAS CENTRÍFUGAS
Bombas centrífugas APV Se caracteriza por un funcionamiento ultra higiénico y un sistema de succión axial de alta calidad.
Para garantizar la máxima eficiencia del proceso. Las bombas centrífugas garantizan procesos de producción asépticos donde el riesgo de contaminación del producto y del medio ambiente se reduce al mínimo. Ideales para la transferencia rápida de grandes cantidades de producto.
 BOMBAS NEUMÁTICAS DE MEMBRANA
BOMBAS NEUMÁTICAS DE MEMBRANA
Las bombas SANDPIPER F15 de 1 1/2”, F20 de 2” y F30 de 3” cumplen con la normativa FDA y están certificadas según el reglamento CE 1935. Estas bombas con válvula de bola y diseño
con abrazaderas son ideales para diversas aplicaciones en el procesamiento de alimentos y bebidas, así como en las industrias farmacéutica y cosmética, donde se requiere una construcción con abrazaderas para desmontajes rápidos y diarios en operaciones de
limpieza fuera de lugar (COP).
 Analizadores SEAL ANALYTICAL
Analizadores SEAL ANALYTICAL
Mantener la precisión y la fiabilidad en los laboratorios de control de calidad farmacéuticos, a la vez que se gestiona un alto rendimiento de muestras, puede ser un desafío. Las herramientas analíticas automatizadas de SEAL gestionan eficientemente un alto rendimiento de muestras manteniendo una precisión y una fiabilidad constantes, a la vez, que cumplen con las exigentes regulaciones propias de esta industria.
- AutoAnalizadores de Flujo Segmentado y Discretos SEAL
- Digestores de Bloques SEAL
- Plataformas Robóticas SEAL
 Homogeneizadores APV
Homogeneizadores APV
Homogeneizadores de laboratorio, escala piloto e industriales.
Gracias al uso de tecnología de vanguardia, APV es líder mundial en el diseño y la
fabricación de homogeneizadores, ofreciendo la gama de productos más amplia del mercado. Ideales para todo tipo de aplicaciones y conformes con los más altos estándares higiénicos y asépticos internacionales. Diseñados para garantizar un caudal continuo, minimizando el número de zonas selladas y asegurando un rendimiento óptimo incluso a altas presiones o en condiciones de trabajo exigentes. Los cilindros asépticos incorporados permiten contener emisiones de componentes patógenos, tóxicos, inflamables y radiactivos. Mantenimiento sencillo, bajo nivel de ruido y mínimas vibraciones.
Homogeneizadores APV Ya sea en laboratorio o producción, cumplen con los más altos estándares, diseñados para garantizar un caudal continuo a altas presiones. Garantizan la contención de emisiones de componentes patógenos, tóxicos, inflamables y radiactivos.
AGITADORES
 Los agitadores de LIGHTNIN son adecuados para satisfacer los requisitos sanitarios del sector farmacéutico y biotecnológico. Amplia gama de impulsores para garantizar una mezcla óptima. Empresa líder con una larga trayectoria en el mercado biofarmacéutico.
Los agitadores de LIGHTNIN son adecuados para satisfacer los requisitos sanitarios del sector farmacéutico y biotecnológico. Amplia gama de impulsores para garantizar una mezcla óptima. Empresa líder con una larga trayectoria en el mercado biofarmacéutico.
VÁLVULAS
 Diferentes tipos de válvulas APV en acero inoxidable, se adaptan a todas las aplicaciones farmacéuticas y biotecnológicas. Las válvulas de diafragma ofrecen una protección óptima del producto en aplicaciones asépticas. También están disponibles en configuraciones de cierre, de cambio y de salida de tanque. Las válvulas higiénicas APV facilitan el muestreo de tanques o tuberías. También disponemos de válvulas de muestreo para el paso de vapor en procesos de esterilización.
Diferentes tipos de válvulas APV en acero inoxidable, se adaptan a todas las aplicaciones farmacéuticas y biotecnológicas. Las válvulas de diafragma ofrecen una protección óptima del producto en aplicaciones asépticas. También están disponibles en configuraciones de cierre, de cambio y de salida de tanque. Las válvulas higiénicas APV facilitan el muestreo de tanques o tuberías. También disponemos de válvulas de muestreo para el paso de vapor en procesos de esterilización.
INTERCAMBIADORES DE CALOR
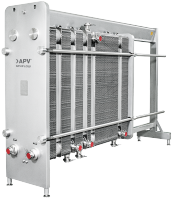 Intercambiadores de calor APV Los intercambiadores de calor de placas son ideales para aplicaciones sanitarias, ya que cumplen con los requisitos de proceso más exigentes y satisfacen las necesidades de limpieza, accesibilidad e integridad del producto. El diseño de los bastidores, los tipos de conexión y los accesorios sanitarios permiten que los intercambiadores de calor APV satisfagan todas las necesidades de calefacción del mercado sanitario.
Intercambiadores de calor APV Los intercambiadores de calor de placas son ideales para aplicaciones sanitarias, ya que cumplen con los requisitos de proceso más exigentes y satisfacen las necesidades de limpieza, accesibilidad e integridad del producto. El diseño de los bastidores, los tipos de conexión y los accesorios sanitarios permiten que los intercambiadores de calor APV satisfagan todas las necesidades de calefacción del mercado sanitario.





